CNC Obrada: Glodanje i Tokarenje u Usporedbi
CNC obrada, ili računalno numeričko upravljanje, označava upotrebu računalnih sustava za vođenje strojeva za rezanje metala. Dvije ključne metode CNC obrade su glodanje i tokarenje. Svaka od ovih metoda ima svoje specifičnosti i primjene u industriji, a zajedno omogućuju proizvodnju preciznih i složenih dijelova.
U ovom članku istražit ćemo razlike između CNC glodanja i tokarenja, njihove prednosti te kako se mogu nadopunjavati u proizvodnim procesima.
Različite metode CNC obrade metala
CNC glodanje i tokarenje koriste različite tehnike za obradu metala. Osnovni koncept glodanja uključuje upotrebu rotirajućeg alata za rezanje materijala, dok tokarenje koristi rotirajući dio za rezanje s fiksnim alatom. Ključna komponenta koja omogućuje ove procese je CAD-CAM softver, koji prevodi 3D modele u čitljiv kod za CNC strojeve, definirajući putanje rezanja i kretanje alata.
Razlike između CNC glodanja i CNC tokarenja
Glavna razlika između glodanja i tokarenja je u načinu na koji se alat i materijal kreću. Kod CNC glodanja alat rotira i reže materijal, dok kod CNC tokarenja materijal rotira, a alat ostaje fiksan. Ovo rezultira različitim primjenama: glodanje se koristi za stvaranje složenih oblika iz metalnih blokova, dok se tokarenje koristi za izradu cilindričnih dijelova poput osovina.
CNC glodanje
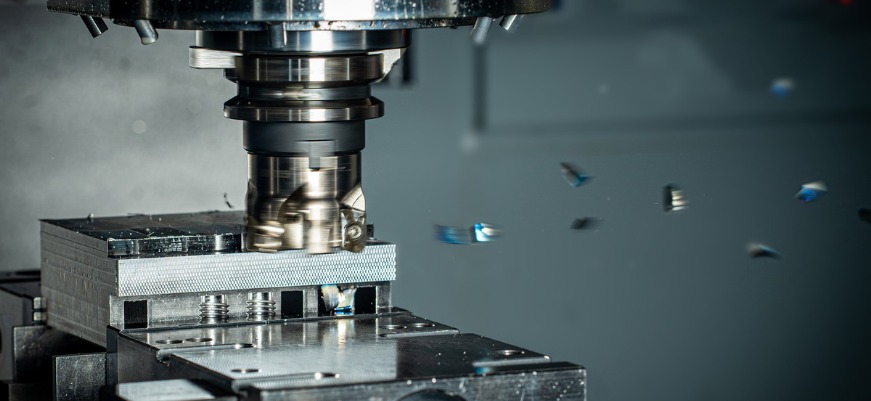
CNC glodanje je postupak koji koristi rotirajuće alate za uklanjanje viška materijala iz metalnih blokova, stvarajući složene oblike. Tradicionalne 3-osne CNC glodalice omogućuju kretanje alata u tri smjera: X, Y i Z os. Ove glodalice mogu izvoditi različite metode rezanja kao što su čeono i šuplje glodanje, omogućujući fleksibilnost u proizvodnji.
5-osno glodanje
Naprednije 5-osne glodalice pružaju dodatnu dimenziju fleksibilnosti, omogućujući rotaciju alata i radnog stola. Ove glodalice mogu stvarati gotovo sve što se može proizvesti glodanjem, omogućujući precizno obrađivanje svake strane materijala s vrlo malim tolerancijama. Zbog ovih karakteristika, 5-osno glodanje je ključno za proizvodnju dijelova s visokim zahtjevima za preciznošću.
CNC tokarenje
CNC tokarenje je postupak koji se prvenstveno koristi za izradu cilindričnih dijelova. Tokarenje uključuje rotaciju materijala dok alat za rezanje ostaje fiksan, omogućujući izradu osovina, šupljih cijevi, stožastih oblika i drugih aksijalno simetričnih dijelova. Tokarenje je vrlo učinkovito za izradu ovih dijelova, a troškovi korištenja strojeva za tokarenje su niži u usporedbi s glodalicama.
Stezna glava drži sirovi materijal na mjestu i vrti ga zajedno s vretenom velikim brzinama. Alat za rezanje s jednom točkom može se kretati prema i od radnog komada, dovodeći alat u kontakt s metalom za precizno rezanje. Ova metoda omogućuje postizanje uskih tolerancija, što je važno za dijelove koji zahtijevaju visoku točnost.
Komplementarnost glodanja i tokarenja
Iako se glodanje i tokarenje često poistovjećuju, ove dvije metode nisu iste. Međutim, mogu se vrlo učinkovito nadopunjavati u proizvodnji. Na primjer, glodanjem se mogu izraditi složeni oblici koji zahtijevaju visoku preciznost na ravnim površinama, dok se tokarenjem mogu izraditi cilindrični dijelovi s uskim tolerancijama. Kombiniranjem ovih metoda moguće je proizvesti dijelove s visokom preciznošću koji zadovoljavaju različite industrijske zahtjeve.
Zaključak
CNC glodanje i tokarenje dvije su ključne metode u CNC obradi metala, svaka sa svojim specifičnostima i prednostima. Glodanje koristi rotirajući alat za rezanje i idealno je za složene oblike, dok tokarenje koristi rotirajući materijal i pogodno je za cilindrične dijelove. Razumijevanje razlika između ovih metoda i njihova komplementarnost ključno je za optimalnu primjenu u industrijskoj proizvodnji. Kombiniranjem glodanja i tokarenja moguće je postići visoku preciznost i kvalitetu dijelova, zadovoljavajući širok spektar proizvodnih potreba.



